Запчасти для станка 2Д450
")

")

")
")

Координатно-расточный станок серии 2Д450 используется для всевозможной обработки отверстий в приспособлениях и деталях, кондукторах, где требуется повышенная точность взаимно расположенных отверстий (оптимально 0,005 — 0,001 мм), при этом без применения специальных приспособлений с целью направления требуемого инструмента в работе.
Станки модели 2Д450 позволяют выполнять в том числе: сверление, растачивание, чистовое фрезерование торцов, развертывание и зенкерование отверстий, контроль и измерение установленных деталей, кроме прочего еще и разметочные работы.
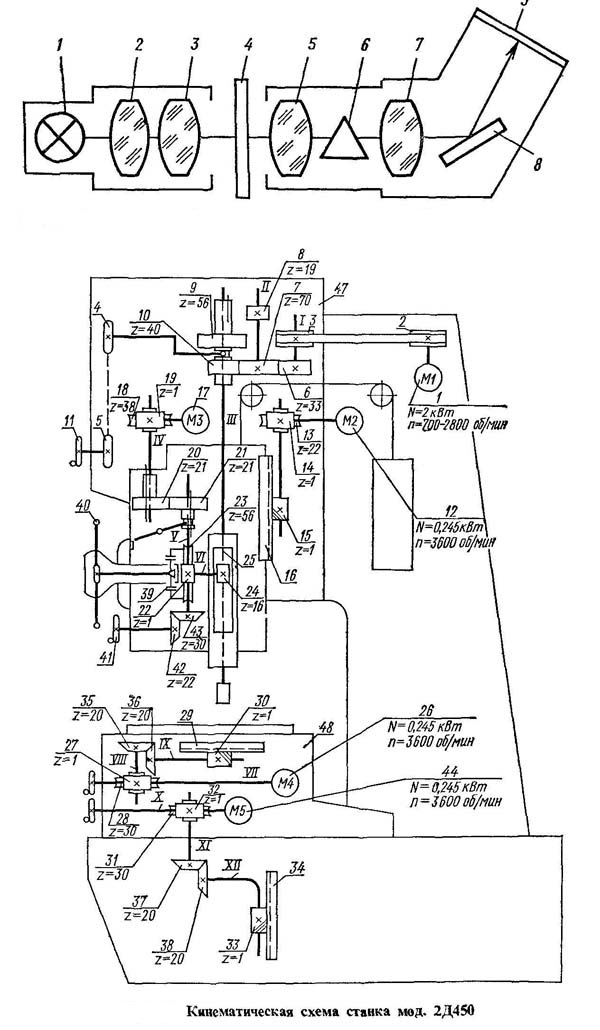
Главное движение станка 2Д450 определяет вращение шпинделя с режущим инструментом,осуществляется от регулируемого электродвигателя постоянного тока поз.1 через ременную передачу поз.2 , вал I, зубчатые колеса поз.6—7, вал II, колеса поз. 8—9 или поз.7—10 на шпиндель III. Частота вращения шпинделя изменяется путем регулирования электродвигателя поз.1 в пределах 700—2800 об/мин. Переключение ступеней частоты вращения двухступенчатой коробкой скоростей производится маховичком поз.11 через цепную передачу поз.4 — 5. Частота вращения контролируется тахогенератором, установленным на валу I.
Вертикальная подача гильзы шпинделя осуществляется от отдельного электродвигателя поз.17 постоянного тока с широким диапазоном регулирования. Вращение через червячную передачу поз.18—19, шлицевый вал IV, зубчатые колеса поз.20—21, вал V червячную пару поз.22-23, фрикционную муфту поз.39 и вал VI передается на зубчатое колесо поз.24, находящееся в зацеплении с рейкой поз.25 гильзы шпинделя. Рукоятками поз.40 при выключенной муфте можно вручную производить подъем или опускание гильзы шпинделя. Для точных перемещений гильзы имеется маховичок поз.41, связанный с валом V коническими колесами поз.42-43. Автоматическое выключение подачи гильзы шпинделя при достижении заданной глубины сверления осуществляется отключением электродвигателя поз.17 микропереключателем.
Установочное перемещение шпиндельной головки производится от асинхронного электродвигателя поз.12 через червячную передачу поз.13—14 и реечную поз.15—16. Перемещение заготовки в прямоугольной системе координат производится за счет перемещения стола в продольном направлении и салазок — в поперечном от двух независимых электродвигателей постоянного тока поз.44 и 26 через аналогичные червячные передачи поз27—28 и поз.31-32, конические передачи поз.35-36 и поз.37-38, реечные передачи поз.29-30 и поз.33-34.
Для закрепления стола, салазок и шпиндельной головки в нужных положениях применены унифицированные зажимы.